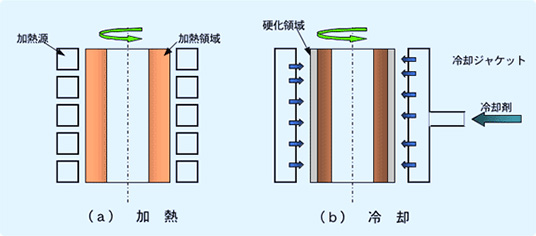
焼入部品の周りに高周波コイルを配置して高周波電流を流すと、部品表面部分に誘導電流を生じて発熱(表面層が急速加熱される)します。表面層の急速加熱後、炭素を基地へ固溶させ拡散保持時間を1秒前後設け、焼入冷却剤を噴霧し表面焼入を行う処理です。材料は炭素が0.25%以上含有した焼入鋼に行いますが、一般に炭素量が0.4~0.5%程度の炭素鋼や0.4%以下のCr-Mo鋼など低合金鋼が多く用いられます。
高周波焼入れの特徴
- ・部分的な焼入れが可能です。
- ・表面硬さが高く、優れた耐磨耗性、疲れ強さが得られます。
- ・表面に圧縮応力が大きく、優れた疲れ強さが得られます。
- ・組織が微細で、優れた延性、靭性、疲れ強さが得られます。
- ・焼入前の炭素や合金元素の分布の不均一さが、焼入組織や特性に反映されやすいです。
- ・加熱、冷却時間が短いため、僅かな条件変動が焼入れ品質に大きく影響することがあります。
- ・部品の形状、焼入部位により、適性な高周波コイルを用いる必要があります。